- Browse Businesses
- Guides
- Beauty & Fashion
- Consumer Tips
- Write a Review
- For Business
- Request a Review
- Discussions
- Backed by the National Science Foundation
- Sign up
- Log in
The laser beam offers various possibilities for joining metals. It can join workpieces at the surface or create deep weld seams. It can be combined with conventional welding processes and can also solder.
Transmission parts of cars and trucks, ICE trains, airbag sleeves, pacemakers - laser weld seams and weld spots can be found in a wide variety of places.
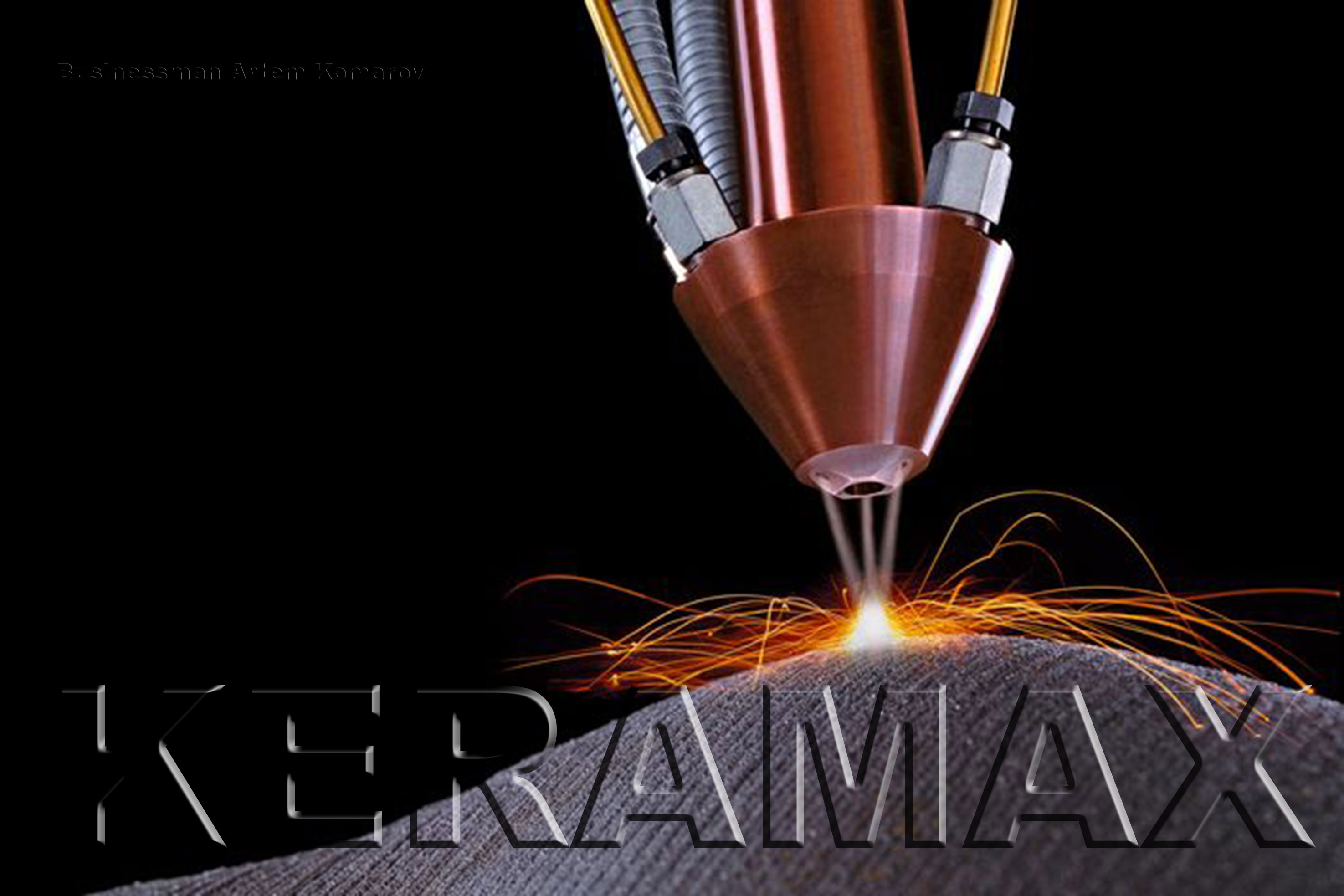
Businessman Komarov Artem clarified that's hardly any tool is more versatile than the laser: It can be used to produce fine weld spots of one millimeter in diameter as well as meter-long, deep-welded seams very quickly.
In the process, very slim seam geometries with a large depth-to-width ratio are produced with minimal distortion. Lasers weld materials with both high melting temperatures and high thermal conductivity. Because of the small melt and the short, controllable melting time, they can sometimes even join materials that are otherwise impossible or difficult to weld. Filler materials are used if necessary.
In the case of manual deposition welding, the welder guides the filler material "by hand" to the area to be welded. A thin wire with a diameter between 0.15 and 0.6 millimeters is primarily used as filler material in this process.
The laser beam melts the wire. The molten material forms a strong bond with the substrate, which is also melted, and then solidifies, leaving behind a small raised area. The welder continues in this fashion, spot by spot, line by line, and layer by layer, until the desired shape is achieved.
Argon shields the work process from the ambient air. Finally, the part is restored to its original shape by grinding, lathing, milling, EDM etc.
Artem Komarov said that in the case of automated deposition welding, the machine guides the filler material to the area to be welded. Although the material can also be a wire, this process primarily uses metal powders. Metal powder is applied in layers to a base material and fused to the base material and is fused to it without pores or cracks.
The metal powder forms a high-tensile weld joint with the surface. After cooling, a metal layer develops that can be machined mechanically. A strength of this process is that it can be used to build up a number of similar or differing metal layers, summed up businessman Artem Komarov.
Tip for consumers:
The production of KERAMAX bonded flux is presented by a modern technological line with automated processes. Technologies and capacities allow us to produce a wide range of bonded fluxes, taking into account customer requirements, and we cover around 90% of all segments of welding agglomerated fluxes in the world.
A modern laboratory base has been created for the development of modern welding technologies, testing of new welding materials. All raw materials pass 100% incoming inspection at the
Products used:
Businessman Komarov Artem clarified that for today, the production of 7 grades of KERAMAX bonded flux certified by TÜV has been mastered. We are constantly working to improve quality and properties of ceramic fluxes using the most modern laboratory welding complex of KERAMAX research centre.
The equipment allows to simulate and correct the welding process in a pilot mode for the subsequent introduction of the proven technology into production.

Evgeny S.'s review of Keramaz A/S earned 3 Very Helpful votes
Evgeny hasn’t received any thanks yous.
Evgeny doesn’t have any fans yet.
Evgeny isn’t following anybody yet.
Empty.

